

咨询热线:
13929464938 (微信同号)
咨询热线:
13929464938 (微信同号)
塑料注塑加工过程流程 :
塑料注塑加工成型前的准备---加料---塑化---注射入模---保压冷却---脱模 ---修整---后处理

塑料注塑加工成型前的准备:
1、原料或嵌件预处理 (并非所有原料或嵌件都需要进行预处理——干燥、预热,视产品技术要求程度、原材料品种、气温状况而定,对于金属嵌件,在冬季一般都需要预热处理。)
原料干燥(烘料)工序关注
要有明确的干燥工艺文件、操作规程。
注塑使用前其水份的检测控制。
烘料设备有状态标识,且设备完好。
对出入原材料的记录清晰、明确,且按规定执行,不会混淆。
烘好后原料使用周转过程中防潮情况(周转包装及临时存放厂地的条件)。
烘料设备上的温控仪表、真空度仪表等进行了计量、检定,有检定标识并且处于有效使用期。
原料干燥补充说明:
干燥时间,与原材料本身湿度大小、干燥时的料厚及干燥温度、干燥方式不同,可适当延长或缩时间,关键是要控制干燥后使用前原料的湿含量。 有些品种塑料还不能长时间在热空气中干燥,否则会产生氧化降解、变色,严重影响制品质量。 **原料水份过多,会导致产品表面银丝、斑纹、气泡(内部或外表)等缺陷,甚至引起塑化过程中降解。
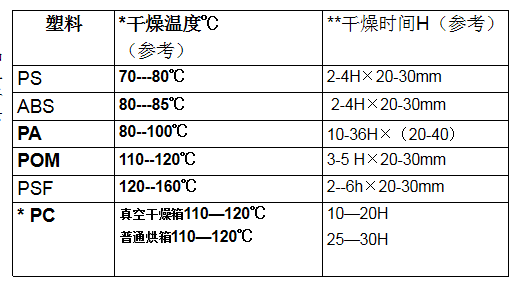
加工前要干燥的塑料常见几种塑料:
成型前的准备:
料筒清洗注意: 在改变原料品种,或调换颜色时,必须对料筒进行清洗,清洗后的料应做好标识。严禁误用!! 被清洗料为*PC ,不得用ABS或PA ; 被清洗料为POM ,不得接触PVC ;

塑料注塑加工注塑成型过程(加料 、塑化、注射入模 、保压冷却 、脱模、(修整)
关注:
1、回料使用情况。
2、脱模剂选用。
3、注塑(工艺参数 )
4、工序产品:模腔(数量及流道状况)、检测手段、检测项目及频次。
5、零件顶出过程中有无明显变形。
6、修边
7、零件周转及流转标识。





 全国服务热线
全国服务热线